-
沧州恒泰管道科技有限公司
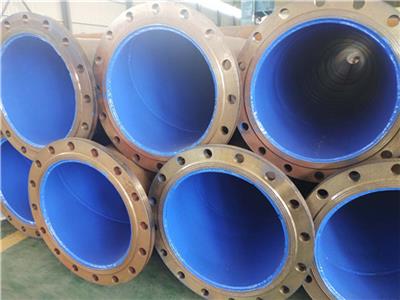
主营:涂塑钢管,保温管道,防腐钢管 - 13903179792

沧州恒泰管道科技有限公司
主营:涂塑钢管,保温管道,防腐钢管 5
5

3pe防腐钢管查验分为两步
一、质量检测
①质量检测根据规划规则选用抽样检测的方式进行。
②用目视逐根查看。覆盖层外表应均匀、平整、无气泡、皱褶、凸瘤及压边不均匀等覆盖层缺点
③用针孔查看仪查看针孔,如发现针孔,用砂纸砂轮机打磨补涂;
④漆膜厚度不足或有针孔,返修固化后应复查,不合格的要再次返修,直至合格;
⑤附着力查看,运用硬质刀具在涂层上划一个夹角为60的切断进行查看,应划透涂层直达基材,用胶带张贴划口部分,撕掉胶带事后观察划痕处,涂层应无脱落。也可有在同一条件下喷漆的样板上进行查看。
二、涂层查看与验收
①外表涂装施工时和施工后,应对涂装过的工件进行,防止飞扬尘土和其它杂物。
②涂装后的处理查看,应该是涂层色彩一致,色泽鲜明光亮,无皱皮,起泡,流挂,漏涂等缺点。
③涂装漆膜厚度的测定,用触点式漆膜测厚仪测定漆膜厚度,漆膜测厚仪一般测定3点厚度,取其平均值。
上面清楚的写明白了合格的3pe防腐检测,那么不合格的3pe防腐钢管有哪些原因详细如下:
1.焊缝处涂层减厚度不均匀,螺旋焊经3pe防腐成型后,焊缝处易出现涂层减薄或撕裂的现象。焊缝处的高度追赶了出产的规范高度,同宽度挤出模口在包敷钢管时,焊缝区涂层偏薄,受冷却缩短剩余应力的积累,焊缝区蓄热能力大,冷却成型后焊缝区所积储的剩余热能经热传导使该区涂层被再次加热,导致涂层强度下降。
2.外表出现鼓包,防护层存在鼓包,不仅仅影响外观的问题,阐明防护层与钢管的粘接力低。鼓包的发作是由于涂层冷却定型进程中的水量不可导致的。冷却后钢管内部的余热于涂层的软化点。在入冷却进程中涂层端全体冷却缩短定型,此刻受水珠急冷作用的表层现已硬化,熔态塑料在缩短应力下与已硬化塑料断,塑料本体胀大后构成鼓包。